 Menu
Menu

17 avril 2023
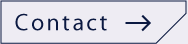
L’électro-érosion à fil est un procédé d’usinage par lequel un fil conducteur (souvent en laiton) découpe un matériau conducteur en utilisant des décharges électriques. Le fil ne touche jamais la pièce, mais de petites étincelles (décharges) créent des points de fusion qui enlèvent progressivement de la matière. Ce procédé est utilisé pour des découpes de haute précision dans des matériaux difficiles à usiner, comme les métaux durs ou les alliages. Le fil se déplace selon un chemin programmé pour obtenir la forme désirée.
Ce procédé est utilisé pour la fabrication de matrices, poinçons de découpage et tout autre profil traversant complexe.
Quatre éléments sont nécessaires pour usiner par électro érosion à fil : Une électrode (le fil), une pièce, de l’électricité et un diélectrique : liquide isolant électrique (eau déionisé ou huile isolante).
La pièce usinée est immergée dans un bac d’eau déionisé ou d’huile diélectrique spéciale, ces liquides sont donc très peu conductibles. L’étincelle peut alors se créer et la décharge circule seulement entre l’électrode et la pièce, ce qui permet son usinage. Ces substances isolantes ont pour rôle de refroidir la pièce et l’électrode.
L’eau déionisé intervient dans des secteurs d’activités spécifiques : le médical, la connectique, l’aéronautique, l’énergie, l’automobile, l’horlogerie et le luxe.
Pour l’huile isolante, les demandes émanent majoritairement du médical, de l’horlogerie et du luxe. Mais également pour certaines pièces dans les secteurs de l’aéronautique, de la connectique, de l’énergie et l’automobile. Ce procédé a l’avantage de ne présenter aucun risque de corrosion, il apporte également plus de précision ainsi qu’un meilleur état de surface avec Ra très faible.
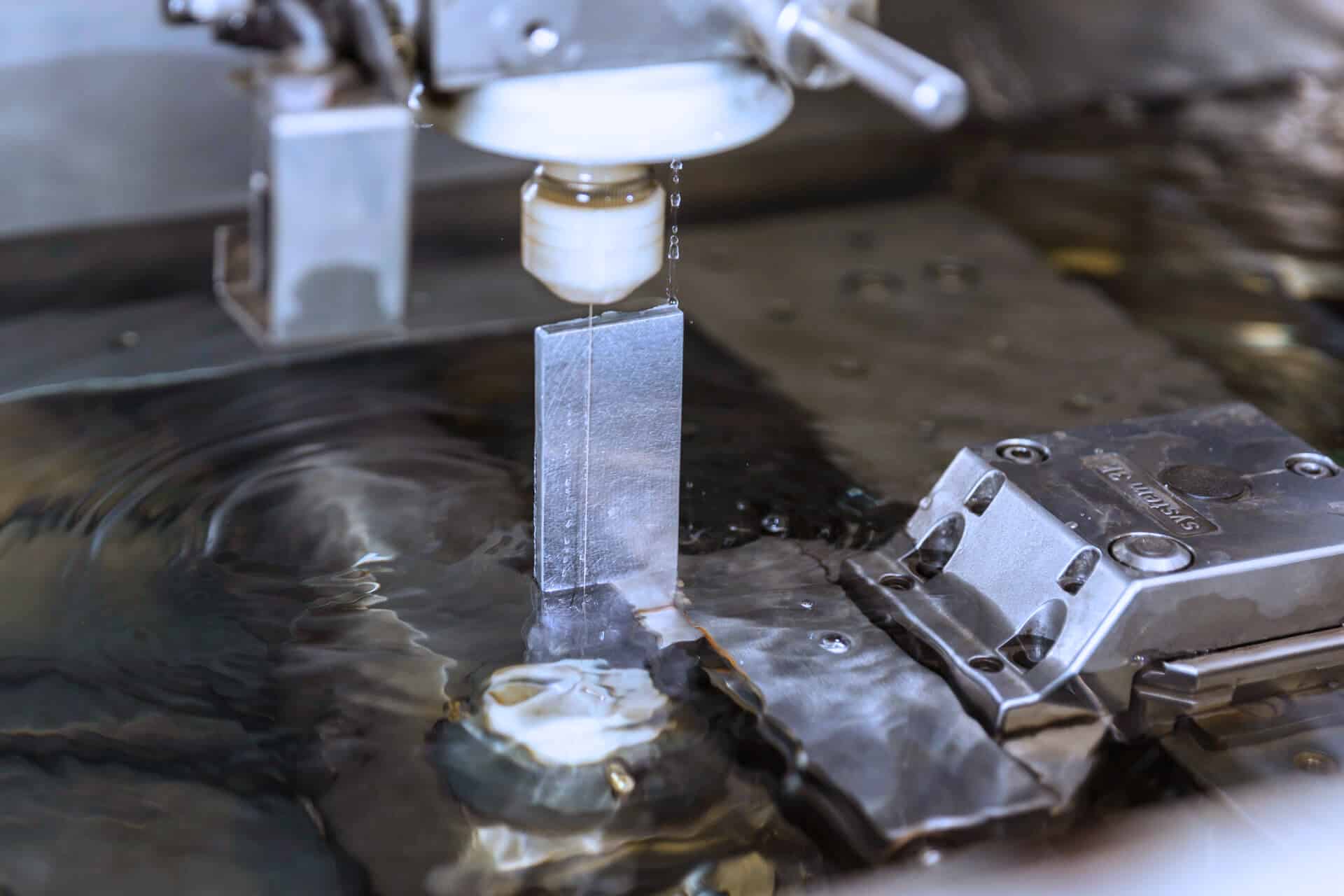
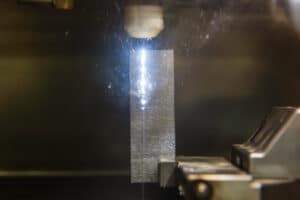
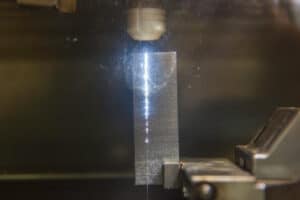
L’électrode est un fil (de laiton par exemple) qui se déroule continuellement devant la pièce. Cette dernière est montée sur une table à chariots qui est astreinte à suivre le profil de la forme à obtenir. La trajectoire des chariots est programmée par un dispositif à commande numérique. Ce dernier est conçu, en amont, sur ordinateur par le technicien.
Les deux électrodes sont plongées dans un liquide diélectrique. le fil est alimenté par un courant électrique. À l’approche de la pièce, une étincelle s’établit et les décharges se créent, ce qui provoque une érosion de la pièce. Le fil peut s’incliner, permettant ainsi de créer des pièces avec des dépouilles ou des profils différents.
Pour générer une étincelle entre l’électrode et la pièce, une tension supérieure à la tension de claquage du gap doit être appliquée. Cette dernière dépend de : la distance électrode/pièce, du pouvoir isolant du diélectrique et de l’état de pollution du gap.
À l’endroit où le champ électrique est le plus, une décharge va s’amorcer. Sous l’action de ce champs, des ions positifs et des électrons vont se trouver accélérés : ils forment un canal ionisé.
À ce stade, le courant peut circuler et l’étincelle s’établit entre les électrodes, provoquant une infinité de collisions entre les particules.
Une zone de plasma se forme, elle atteint rapidement de très hautes températures, de l’ordre de 8 000 c° à 12 000 c°. Ses hautes températures se développent sous l’effet de chocs toujours plus nombreux qui entraîne la fusion locale et instantanée d’une certaine quantité à la surface de l’électrode et de la pièce.
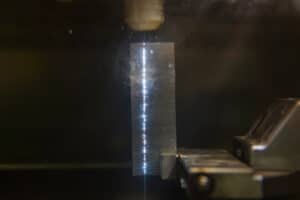
Parallèlement, la bulle de gaz due à la vaporisation des électrodes et du diélectrique se développe et sa pression s’accroît régulièrement jusqu’à devenir très importante. Au moment de l’interruption du courant, le brusque abaissement de température provoque l’implosion de la bulle, engendrant des forces dynamiques qui ont pour effet de projeter la matière fondue à l’extérieur du cratère. La matière érodée se solidifie dans le diélectrique sous forme de petites sphères et est évacuée par ce dernier.
Sur l’ensemble électrode-pièce, l’érosion est dissymétrique et dépend notamment de : la polarité, la conductibilité thermique, la température de fusion des métaux, la durée et de l’intensité des décharges.
Cette technique est utilisable pour : usiner des formes intérieures mais seulement débouchantes, usiner des formes extérieures et usiner des formes intérieures et extérieures conjuguées.


Aucune actualité pour le moment