
Également nommée EDM sur le plan international, soit les abréviations de Electrical discharge machining, l’électroérosion est réalisée par des machines non conventionnelles travaillant par enlèvement de métal. Des outils d’usinage par électroérosion à fil ou par enfonçage ou encore à perçage rapide qui ont en commun de fonctionner avec des sollicitations électriques lors de la fabrication et de parvenir à un résultat de précision parfait, quelle que soit la nature du métal à travailler. Après avoir réalisé un micro perçage, le fil peut être introduit et passer au-travers du métal débouchant. L’électroérosion est réellement une technologie parfaitement adaptée à la production de pièces mécaniques de grande précision, prototypes, pièces unitaires, pièces de petites et moyennes séries. En outre, ce procédé ne produit pas de copeaux. Les pièces usinées sont ensuite assemblées dans des machines spéciales ou des ensembles mécaniques, directement à l’interne ou alors chez le client. Les machines de Micro Érosion sont toutes à commandes numériques et deux machines à huile sont robotisées, équipées d’un paletteur à 10 positions.
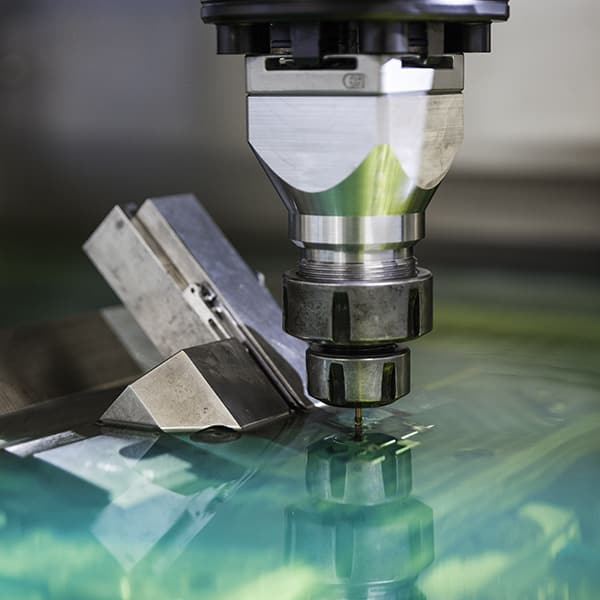
L’électroérosion par fil : un fil conducteur animé d’un mouvement plan et angulaire va découper la pièce suivant une surface réglée. Lors de l’usinage, cette pièce est en permanence immergée dans un bain d’eau déionisée ou dans un bain d’huile diélectrique spéciale, liquides qui sont filtrés en permanence.
L’électroérosion par enfonçage : une électrode de forme complémentaire à la forme à usiner va s’enfoncer dans la pièce complexe.
Le perçage rapide : on a recours à une électrode tubulaire qui va percer les matériaux particulièrement durs.

– usinage de précision
– usinage de pièces préalablement trempées
– technique adaptée aux métaux très durs y compris les aciers trempés et les carbures
– obtention de formes quelconques
– état de surface avec un Ra plus ou moins élevé
– possibilité de tendre vers un état de surface proche du poli miroir
La seule condition étant ici que les métaux soient conducteurs d’électricité comme l’acier, le titane, le carbure, l’acier inox, le carbure de tungstène.
-en Electroérosion à fil dans l’eau
Micro Érosion intervient ici pour des entreprises d’activités très spécifiques : le médical, la connectique, l’aéronautique, l’énergie, l’automobile, l’horlogerie et le luxe.
– en Electroérosion à fil dans l’huile
Les demandes émanent majoritairement du médical, de l’horlogerie et du luxe. Sont également concernés par la recherche de pièces découpées de précision les secteurs de la connectique, l’aéronautique, l’énergie, l’automobile.
Ce procédé a l’avantage de ne présenter aucun risque de corrosion, d’apporter plus de précision et d’atteindre un état de surface Ra très faible.
– en Electroérosion par enfonçage
Les clients appartiennent principalement à l’industrie du médical, connectique, aéronautique, énergie, automobile, horlogerie, luxe.
La particularité de cet usinage est qu’il n’a pas à être débouchant et qu’il permet de réaliser des formes très complexes.
Micro Érosion fabrique directement les électrodes en cuivre, électrodes qui sont dessinées par le bureau d’études intégré de l’entreprise.
« Si les vitesses d’usinage sont relativement faibles, de l’ordre de 0,2 à 10 mm/min, la précision du travail technique réalisé est remarquable. Il est ainsi possible de tendre vers l’infiniment petit en terme de marge, soit environ 2 µm sur la cote désirée. »
 Menu
Menu