

24 mars 2023
Le tournage est un procédé de fabrication mécanique par coupe (enlèvement de matière) mettant en jeu des outils à arête unique.
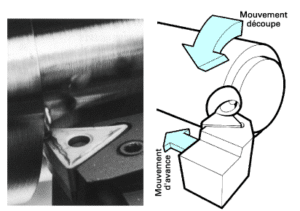
La pièce, tenu par un mandrin ou une pince spécifique, est animée d’un mouvement de rotation (mouvement de coupe), qui est le mouvement principal du procédé. L’outil est animé d’un mouvement complémentaire de translation (rectiligne ou non) appelé mouvement d’avance, permettant de définir le profil de la pièce. La combinaison de ces deux mouvements, ainsi que la partie active de l’outil, permettent d’obtenir des usinages de formes de révolution : cylindres, cônes, formes de révolution complexes…)
Au cours du processus de tournage, diverses opérations peuvent être effectuées sur la pièce pour lui donner la forme souhaitée. Ces opérations peuvent être classées comme externes et internes.
En tournage extérieur, on peut dissocier les pièces complexes en profils de coupe élémentaire pour le choix des outils et des paramètres de coupe. Pour faciliter le choix du type
d’outil, on peut considérer qu’il existe quatre opérations de base.
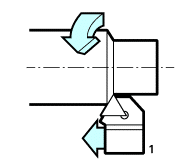
En chariotage, le mouvement d’avance (mouvement de l’outil) est une translation rectiligne parallèle à l’axe de révolution de la pièce. Cet usinage aura pour effet de réduire le diamètre de la pièce.
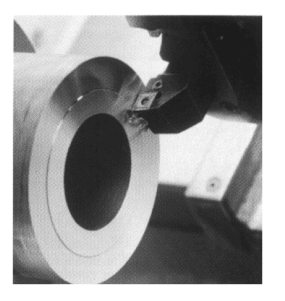
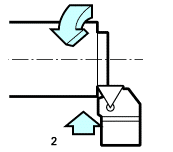
En dressage, le mouvement d’avance est une translation rectiligne de l’outil perpendiculaire à l’axe. Cela diminue la longueur de la pièce et génère un plan orthogonal à l’axe
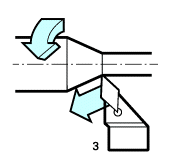
En combinant les deux types de déplacements précédents, on génère des cônes de révolution.
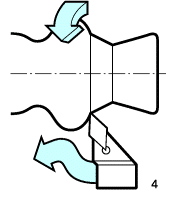
En donnant à l’outil une trajectoire plane quelconque (profil de contournage), on peut obtenir une forme de révolution quelconque. Les tours à commandes numériques de contournage permettent de suivre de tels profils, définis géométriquement par des combinaisons d’éléments simples (segments, cercles…) ou analytiquement par une fonction ou encore point par point.
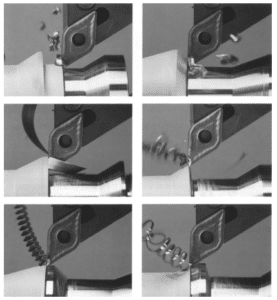
Ces différentes opérations correspondent à un usinage dit de « génération » ou « d’enveloppe » : la forme obtenue dépend uniquement de la trajectoire de l’outil, à la rugosité près.
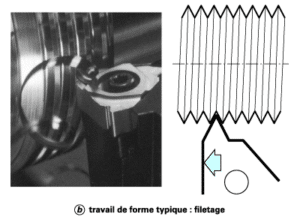
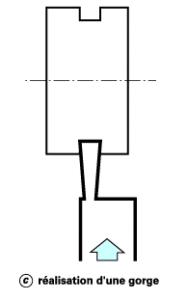
À l’opposé, les gorges, les filetages et d’autres opérations sont obtenues par reproduction dans la pièce du profil de l’outil : cela s’appelle usinage « de forme ».
Il existe l’homologue de toutes ces opérations en travail intérieur de la pièce. Si la cinématique du procédé est semblable, les corps d’outils sont radicalement différents.
Vitesse de coupe, vitesse d’avance, profondeur de coupe, angle de direction d’arête ou angle d’attaque, largeur et épaisseur du copeau.
Nous utilisons différents matériaux :
Acier inoxydable avec Chrome, ce qui permet l’absence de rouille.
Aluminium
Kovar qui résiste à la chaleur, ce qui permet d’avoir une pièce plus résistante.


Aucune actualité pour le moment
 Menu
Menu